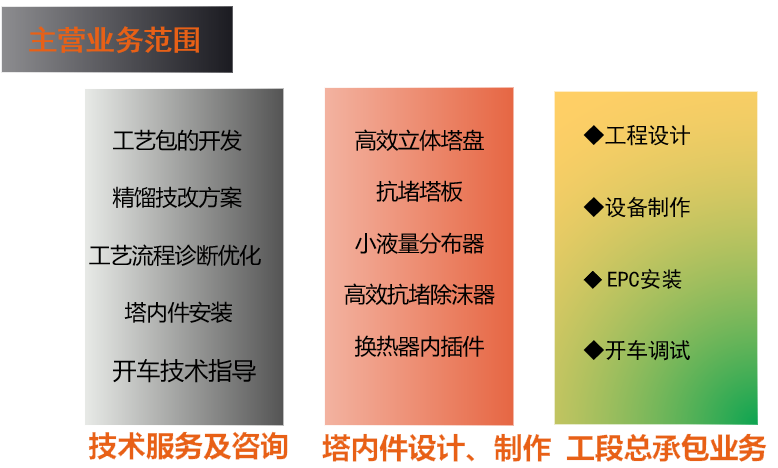
公司特色、核心技术
1.多塔多效精馏技术;
2.高效煤气净化工艺及装备;
3.酚氨废水处理热耦合节能处理工艺;
4.高效除尘、脱硫一体化装置;
5.DVST双层立体筛板;
6.AZKD抗堵塔板;
7.大通量高效梅花浮阀;
8.惰性气体循环精馏分离热敏、高沸点物质工艺
9.隔板精馏气体分布控制;
10.第四代大通量高效填料;
11.VOCs吸收解吸治理工艺与集成装备;
12.磁悬浮气体动力液体分布器;
13.换热器内插件强化传热技术;
改进背景
问题一:系统综合能耗较高,希望进一步降低能源消耗
问题二:精甲醇中的乙醇含量较行业平均水平偏高
问题三:系统的处理能力达到极限,特别是夏季,无法稳定控制
改进关键
关键点一:高品质热流体的充分利用
关键点二:侧线采出与进料相对位置调整
关键点三:塔内件分离效率提高的问题
三塔三效蒸馏
 三塔三效工艺是通过增加精馏塔加压的处理负荷,并把一部分加压精馏塔塔顶 的蒸汽用于给预精馏塔的再沸器提供热源;
三塔三效工艺是通过增加精馏塔加压的处理负荷,并把一部分加压精馏塔塔顶 的蒸汽用于给预精馏塔的再沸器提供热源;
一台加压精馏塔带总流程前后两台精馏设备,形成热耦合精馏塔,进而达到节 能减排的目的。
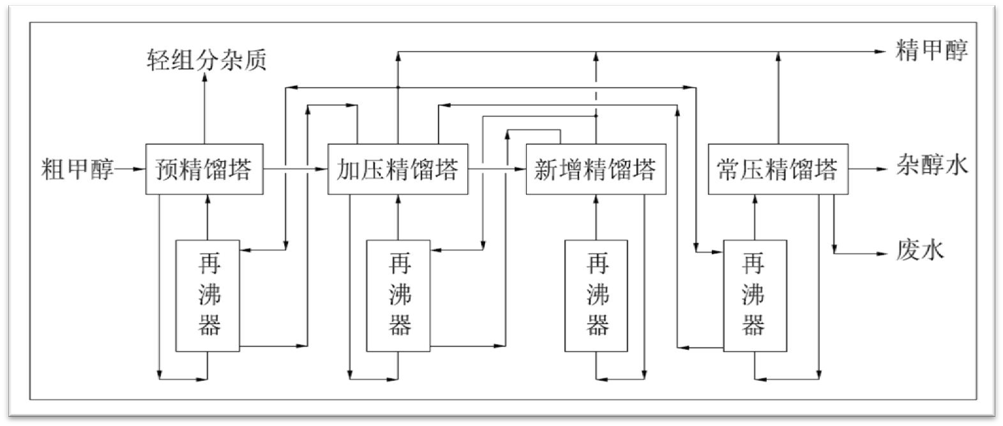
四塔四效精馏是在原三塔三效精馏基础上开发的新工艺,流程最大亮点是在原三塔流程的加压塔前增加了一台加压塔,新增加压塔的操作压力控制在1.6MPa, 塔顶温度155℃以上用来给现在加压塔加热,现在加压塔的塔釜操作温度是135℃ 左右;新上加压塔加热蒸汽需要1.3 MPa。
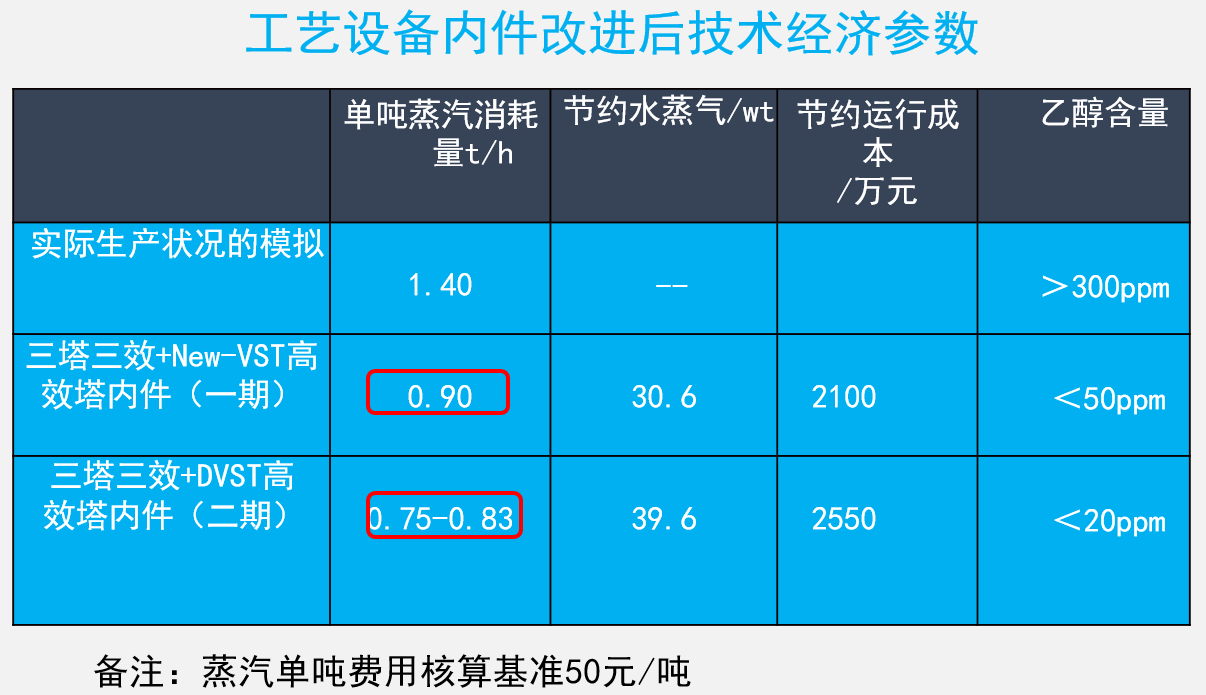
能耗对比
预期效果:未来5年,将给甲醇行业带来的经济效益,每年节省的电费、 蒸汽消耗、循环水费用等达数十亿元;可削减行业内改装置的 二氧化碳排放15-20%。
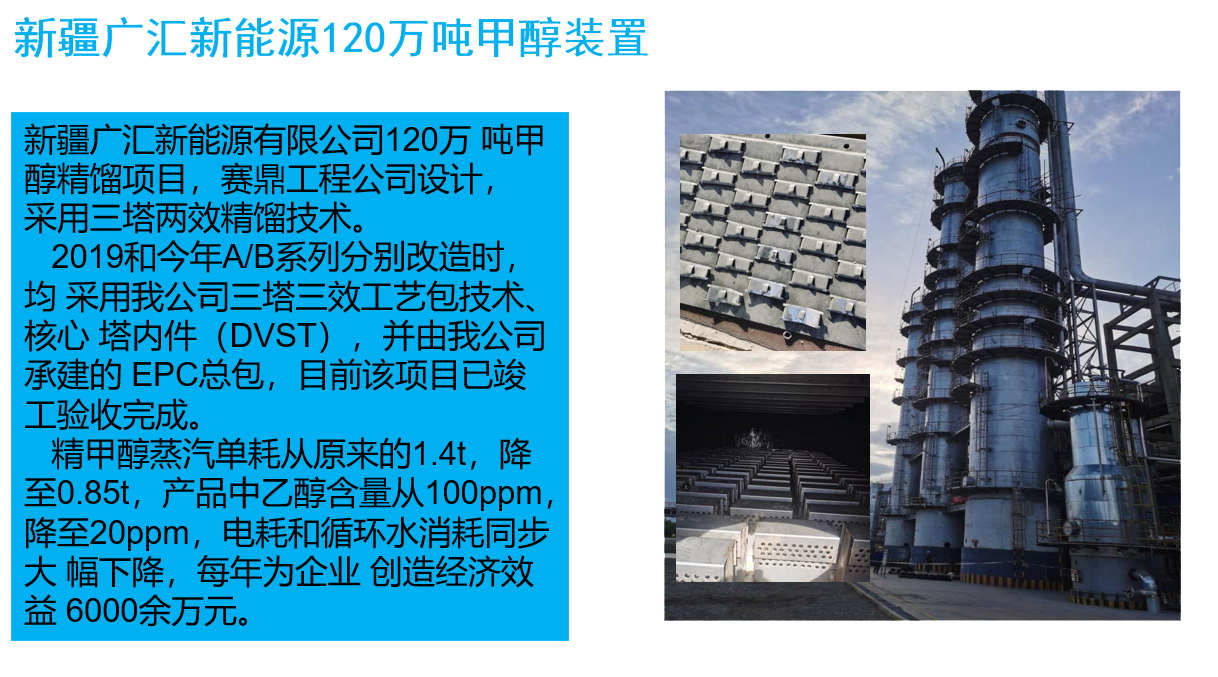
实际效果:例:120万吨甲醇精馏项目,采用三塔两效精馏技术。精甲醇蒸汽单耗从原来的1.4t,降至0.85t,产品中乙醇含量从100ppm,降至20ppm,电耗和循环水消耗同步大幅下降,每年为企业创造经济效益6000余万元。
运行效果评价
(1)以粗甲醇进料量为105m³/h为满负荷且粗甲醇中 乙醇的含量≤2000PPm(w%)计算:
(2)粗甲醇进料量在80%~90%的负荷时,每吨精甲 醇蒸汽消耗≤0.95t;
(3)粗甲醇进料量在90%~100%的负荷时,每吨精甲 醇蒸汽消耗≤0.93t;
(4)粗甲醇进料量在100%~110%的负荷时,每吨精甲醇蒸汽消耗≤0.90t;
精甲醇中乙醇含量
所有负荷下经甲醇精馏后精甲醇中乙醇含量≤50ppm。